Polymaker Panchroma PLA Starlight Aurora





| Lichtreaktiver Farbwechsel-Glitzer |
| Einfaches Drucken ohne Verstopfen |
| Schnelles Drucken bis zu 200 mm/s |
| Umweltfreundliche Kartonspule |
Die Waren werden nicht mehr verkauft. Bitte wählen Sie ähnliche Artikel aus. Wir beraten Sie auch gerne per E-Mail [email protected] und Telefon .
Polymaker Panchroma PLA Starlight Aurora
PLA-Filament mit Schimmereffekt, der die Farbe je nach Lichteinfall ändert. Feines Pulver statt Glitzer, einfacher Druck. 1,75 mm, 1 kg, ökologische Spule.
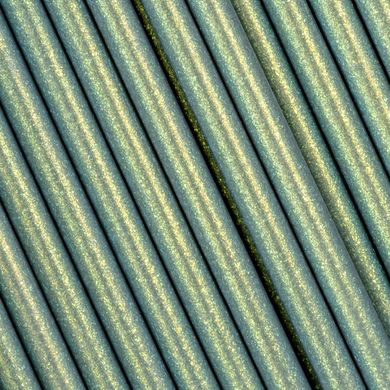
Polymaker Panchroma PLA Starlight stellt eine bahnbrechende Innovation im Segment der ästhetischen Filamente für den 3D-Druck dar, die als Antwort auf die wachsende Nachfrage nach Materialien entstanden ist, die visuell beeindruckende Drucke mit einzigartigen optischen Eigenschaften erzeugen können. Dieses Filament ist Teil der neuen Panchroma-Produktlinie, die darauf abzielt, das breiteste Spektrum an Farben und Oberflächenveredelungen anzubieten, das auf dem heutigen Markt erhältlich ist. Das charakteristische Merkmal des Starlight-Materials ist sein faszinierender Glitzereffekt, der den Eindruck fein wechselnder Farbreflektionen je nach Lichteinfallswinkel erzeugt und den gedruckten Objekten ein dynamisches und lebendiges Aussehen verleiht, das an einen Sternenhimmel oder metallische Oberflächen mit Perlmuttglanz erinnert. Die bei der Herstellung dieses Filaments verwendete Technologie besteht in der Integration eines ultrafeinen Pulverpigments in die PLA-Basismatrix, was einen subtilen, aber markanten Glitzereffekt erzeugt, ohne das Risiko einer Verstopfung der Standarddüse mit einem Durchmesser von 0,4 mm einzugehen. Dieser Ansatz stellt eine bedeutende Verbesserung gegenüber älteren Generationen von Glitzerfilamenten dar, die oft gröbere Glitzerpartikel enthielten, die Probleme bei der Extrusion und Düsenverschleiß verursachten.
Die Verwendung von feinem Pulver anstelle von traditionellem Glitzer gewährleistet einen konsistenten Materialfluss durch die Düse bei gleichzeitig spektakulärem visuellem Effekt, der sich als feines Funkeln auf der Oberfläche des gedruckten Objekts manifestiert und je nach Beleuchtung an Intensität und Farbton variiert. Das Material erfordert eine Drucktemperatur im Bereich von 190 °C bis 230 °C, wobei die optimalen Einstellungen um die Mittelwerte dieses Bereichs liegen, um ein ideales Gleichgewicht zwischen Materialfluss und struktureller Integrität zu erreichen. Die Temperatur des beheizten Druckbetts sollte zwischen 25 °C und 60 °C eingestellt werden, was eine ausreichende Flexibilität für verschiedene Arten von Druckoberflächen und Modellgrößen bietet. Die Dichte des Materials beträgt 1,19 g/cm³, was ein geringfügig niedrigerer Wert als bei Standard-PLA ist, wahrscheinlich verursacht durch die Anwesenheit von Pulveradditiven, die mikroskopische Hohlräume in der Polymerstruktur erzeugen können, die zur Lichtstreuung beitragen. Die Wärmeformbeständigkeit des Materials erreicht 63 °C, was eine leichte Verbesserung gegenüber herkömmlichem PLA darstellt und auf eine mögliche Modifikation der Polymerstruktur oder die Zugabe von Stabilisatoren zur Erhöhung der Beständigkeit gegen thermische Verformung hindeutet. Diese Eigenschaft erweitert die Anwendungsmöglichkeiten des Filaments in Bereichen, in denen die Drucke leicht erhöhten Temperaturen ausgesetzt sein können, obwohl es immer noch nicht das Niveau technischer Materialien wie ABS oder PETG erreicht.
Maximale Druckgeschwindigkeiten von bis zu 200 mm/s demonstrieren die hervorragende Verarbeitbarkeit des Materials und seine Fähigkeit, auch bei hohen Extrusionsgeschwindigkeiten eine hochwertige Oberfläche beizubehalten, was für den produktiven Einsatz in kommerziellen Umgebungen entscheidend ist. Um einen optimalen Glitzereffekt zu erzielen, wird eine Druckgeschwindigkeit zwischen 40 mm/s und 60 mm/s empfohlen, insbesondere bei Verwendung älterer Drucker oder wenn maximale visuelle Qualität Priorität hat. Eine langsamere Druckgeschwindigkeit ermöglicht eine bessere Kontrolle über die Materialablage und stellt sicher, dass der Glitzereffekt auf der gesamten Modelloberfläche ausgeprägt und konsistent bleibt. Bei zu schnellem Druck kann ein matteres Erscheinungsbild auftreten, da die schnelle Abkühlung und die unzureichende Zeit für die korrekte Anordnung der Pulverpartikel den charakteristischen Glanz unterdrücken können. Die Rückzugseinstellungen (Retraktion) variieren je nach dem im Drucker verwendeten Extrudertyp. Für Systeme mit Direktantrieb (Direct Drive) wird ein Rückzugsabstand von 1 mm bei einer Geschwindigkeit von 20 mm/s empfohlen, was die Filamentbewegung im Hotend minimiert und das Risiko einer thermischen Materialdegradation bei wiederholten Rückzügen verringert. Für Bowden-Systeme mit indirektem Antrieb ist ein Rückzugsabstand von 3 mm bei einer Geschwindigkeit von 40 mm/s geeignet, der die größere Distanz zwischen Extrudermotor und Düse kompensiert und ein Auslaufen des Materials während der Verfahrbewegungen effektiv verhindert.
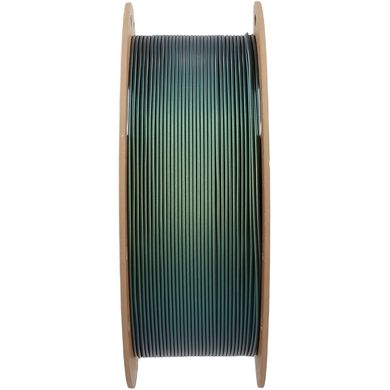
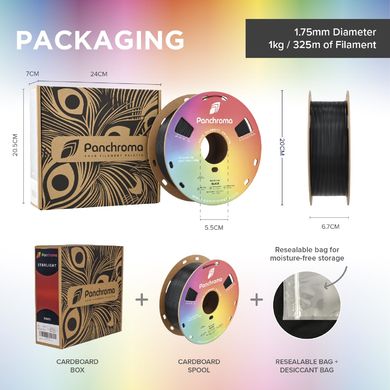
Eine aktive Lüfterkühlung ist für die Aufrechterhaltung der Oberflächenqualität unerlässlich und sollte während des gesamten Druckvorgangs, außer bei der ersten Schicht, auf volle Leistung eingestellt sein. Eine intensive Kühlung gewährleistet ein schnelles Erstarren des extrudierten Materials, was entscheidend für den Erhalt scharfer Details, die Minimierung von Überhängen und die Aufrechterhaltung des Glitzereffekts ist. Die schnelle Abkühlung trägt auch zu einer besseren Kontrolle über die Form der Schichten bei und reduziert das Risiko von Verformungen durch thermische Schrumpfung. Das Material wird auf einer ökologischen Spule aus 100 % recyceltem Karton geliefert, die zusätzlich mit einer verstärkten Kante mit Schutzbeschichtung ausgestattet ist. Diese Innovation löst ein häufiges Problem von Kartonspulen: das Abblättern und Stauben der Kanten bei der Handhabung. Die verstärkte Kante verhindert nicht nur die Staubbildung durch ausgefranste Kartonfasern, sondern schützt den Rand auch vor Verformung und Delamination während der Lagerung und Verwendung. Die gesamte Verpackung inklusive Karton ist vollständig recycelbar, was den aktuellen Nachhaltigkeitstrends in der 3D-Druck-Branche entspricht. Das Filament mit einem Durchmesser von 1,75 mm und einem Gewicht von 1 kg ist sorgfältig aufgewickelt, um das Risiko von Verhedderungen während des Drucks zu minimieren.
Nach jedem Gebrauch ist es wichtig, das Ende des Filaments durch die Fixieröffnung an der Spule zu fädeln, um sicherzustellen, dass sich das Material nicht von selbst abwickelt und verheddert. Die Vakuumverpackung in einem wiederverschließbaren Druckverschlussbeutel mit beigelegtem Trockenmittel bietet einen wirksamen Schutz gegen Feuchtigkeit, die die Druckeigenschaften des Materials negativ beeinflussen könnte. Falls das Filament Feuchtigkeit aus der Umgebung aufgenommen hat, wird eine Trocknung bei 55 °C für 6 Stunden empfohlen, um die optimalen Eigenschaften wiederherzustellen. Die Kompatibilität mit AMS-Systemen und anderen Multicolour-Geräten eröffnet Möglichkeiten zur Erstellung komplexer mehrfarbiger Modelle, bei denen der Starlight-Glitzereffekt strategisch eingesetzt werden kann, um spezifische Teile des Modells hervorzuheben oder Kontraste zu matten Materialien zu schaffen. Die Jam-free-Technologie erhöht die Kompatibilität mit Ganzmetall-Hotends, die bei Verwendung von additivhaltigen Filamenten anfälliger für Verstopfungsprobleme sind. Diese Technologie umfasst wahrscheinlich die Optimierung der Größe und Verteilung der Pulverpartikel zusammen mit der Verwendung von Gleitmitteln, um einen reibungslosen Materialdurchgang zu gewährleisten. Das Anwendungsspektrum von Panchroma Starlight PLA ist außerordentlich breit und umfasst vor allem Projekte, bei denen der visuelle Eindruck entscheidend ist. Sci-Fi-Modelle und Punk-inspirierte Dekorationen erhalten ein authentisches metallisches Aussehen mit futuristischem Touch.
Schmuck und Modeaccessoires, die aus diesem Material gedruckt werden, bieten einen einzigartigen Glanz, der sich mit der Bewegung des Trägers verändert und so einen dynamischen und auffälligen Effekt erzeugt. Weihnachtsschmuck und festliche Dekorationen profitieren von dem funkelnden Aussehen, das an verschneite Oberflächen oder Eiskristalle erinnert. Architekturmodelle können den Effekt nutzen, um moderne Fassaden mit reflektierenden Oberflächen zu simulieren oder spezifische Bauelemente hervorzuheben. Die hohe Steifigkeit des Materials zusammen mit einer guten Zugfestigkeit und einer soliden Schichthaftung stellt sicher, dass die Drucke nicht nur ästhetisch beeindruckend, sondern auch funktional zuverlässig sind. Diese mechanischen Eigenschaften ermöglichen die Verwendung des Materials nicht nur zur Erstellung dekorativer Objekte, sondern auch für funktionale Prototypen, die ein gewisses Maß an struktureller Integrität erfordern. Das Ausbleiben von Problemen mit Verformung, Verstopfung, Tropfenbildung oder Schichtdelamination zeugt von einer sorgfältigen Optimierung der Materialzusammensetzung und seiner Verarbeitungseigenschaften. Bei der Arbeit mit diesem Material ist es wichtig zu verstehen, dass der Glitzereffekt auf gekrümmten und geneigten Flächen am ausgeprägtesten ist, wo die Änderung des Oberflächenwinkels einen Gradienten von Lichtreflexionen erzeugt.
Flache horizontale oder vertikale Flächen können einen weniger dramatischen Effekt aufweisen, was beim Entwurf der Modelle berücksichtigt werden sollte. Die Optimierung der Modellorientierung auf dem Druckbett kann das endgültige Erscheinungsbild erheblich beeinflussen, wobei Experimente mit verschiedenen Winkeln dazu führen können, die beste Einstellung für ein bestimmtes Design zu finden. Designer, die mit diesem Material arbeiten, nutzen oft organische Formen und fließende Kurven, um die visuelle Wirkung des Glitzereffekts zu maximieren. Die Oberflächenbeschaffenheit von Drucken aus Panchroma Starlight PLA erfordert im Allgemeinen keine zusätzliche Nachbearbeitung, um ein attraktives Aussehen zu erzielen, was eine erhebliche Zeit- und Kostenersparnis darstellt. Das Material maskiert die Druckschichten effektiv durch die Lichtstreuung der Glitzerpartikel, was den Eindruck einer glatteren Oberfläche erzeugt, als tatsächlich vorhanden ist. Diese Eigenschaft ist besonders wertvoll beim Drucken größerer Objekte, bei denen die Schichten sonst deutlicher sichtbar wären. Eine Wirtschaftlichkeitsanalyse zeigt, dass, obwohl die Anschaffungskosten pro Kilogramm Starlight PLA höher sind als bei Standard-PLA, der Mehrwert in Form des einzigartigen visuellen Effekts und der reduzierte Bedarf an Nachbearbeitung die Investition oft rechtfertigen. Für kommerzielle Anwendungen, bei denen der visuelle Eindruck entscheidend für den Wert des Produkts ist, kann die Verwendung dieses Materials den wahrgenommenen Wert der Produkte erheblich steigern und eine höhere Preispositionierung ermöglichen.
Kundenrezensionen loben konsequent den atemberaubenden Farbwechseleffekt bei unterschiedlicher Beleuchtung und die glatten, hochwertigen Drucke, die auch bei höheren Geschwindigkeiten gut funktionieren, was den Wert des Materials für den professionellen Einsatz und den Hobbybereich bestätigt. Eine fachgerechte Lagerung des Materials ist entscheidend für die Erhaltung seiner Eigenschaften. Es wird empfohlen, das Filament in der Originalverpackung mit Trockenmittel bei einer Temperatur zwischen 15 °C und 25 °C und einer relativen Luftfeuchtigkeit unter 50 Prozent aufzubewahren. Direkte Sonneneinstrahlung oder hohe Temperaturen können zu einer vorzeitigen Degradation des Polymers und zum Verlust des Glitzereffekts führen. Bei langfristiger Lagerung ist es ratsam, den Zustand des Trockenmittels regelmäßig zu überprüfen und es gegebenenfalls durch neues zu ersetzen. Die technologische Entwicklung im Bereich der Spezialeffekt-Filamente deutet darauf hin, dass Panchroma Starlight nur den Anfang einer neuen Generation von Materialien darstellt, die ästhetische und funktionale Eigenschaften auf eine Weise kombinieren, die zuvor im Bereich des Consumer-3D-Drucks nicht verfügbar war. Zukünftige Iterationen könnten Materialien mit programmierbaren optischen Eigenschaften beinhalten, die auf externe Reize wie Temperatur, UV-Strahlung oder elektrische Felder reagieren, was völlig neue Möglichkeiten für interaktive und adaptive 3D-gedruckte Objekte eröffnen würde.
Eigenschaften:
- Material: PLA mit Glitzereffekt
- Farbe: Aurora
- Filamentdurchmesser: 1,75 mm
- Düsentemperatur: 190–230 °C
- Empfohlene Druckgeschwindigkeit: 40–60 mm/s
- Maximale Druckgeschwindigkeit: 200 mm/s
- Heizbetttemperatur: 25–60 °C
- Materialdichte: 1,19 g/cm³
- Wärmeformbeständigkeit: 63 °C
- Effekttyp: glitzernde Oberfläche mit Farbwechsel je nach Lichtwinkel
- Effektzusammensetzung: ultrafeines Pulverpigment
- Minimaler Düsendurchmesser: 0,4 mm
- Lüfterkühlung: auf voller Leistung eingeschaltet (außer der ersten Schicht)
- Rückzugsabstand für Direktantrieb: 1 mm
- Rückzugsgeschwindigkeit für Direktantrieb: 20 mm/s
- Rückzugsabstand für Bowden: 3 mm
- Rückzugsgeschwindigkeit für Bowden: 40 mm/s
- Druckerkompatibilität: alle offenen FFF/FDM 3D-Drucker
- Kompatibilität mit AMS-Systemen: ja
- Jam-free Technologie: ja (erhöhte Kompatibilität mit Ganzmetall-Hotends)
- Spulenmaterial: 100 % recycelter Karton
- Verstärkte Spulenkante: ja, mit Schutzbeschichtung
- Spulentyp: Standard
- Verpackung: vakuumversiegelt in einem wiederverschließbaren Druckverschlussbeutel
- Feuchtigkeitsschutz: Trockenmittel in der Packung
- Empfohlene Trocknungseinstellung: 55 °C für 6 Stunden (bei Feuchtigkeitsaufnahme)
- Fixierloch für Filamentende: ja
- Verhinderung von Verheddern: spezielle Wickeltechnik
- Schichthaftung: hoch
- Vermeidung von Druckproblemen: keine Verformungen, Verstopfungen, Tropfen oder Schichtdelaminationen
- Materialsteifigkeit: hoch
- Zugfestigkeit: gut
- Gewicht: 1 kg
Parameter
| Zubehörtyp | |
| Art des Zubehörs | Filament |
|---|---|
| Konstruktion, Material und Farbe | |
| 3D-Druckmaterial | PLA |
| Drucktechnologie | FDM |
| Größe und Gewicht | |
| Abmessung Höhe | 200 mm |
| Abmessung Breite | 200 mm |
| Abmessung Tiefe | 68 mm |
| Gewicht | 1000 g |