Polymaker Panchroma PLA Glow Blau








| Tagsüber unauffällig, nachts blau |
| Langanhaltendes Leuchten nach dem Aufladen |
| Verbessertes PLA+ mit exzellenter Haftung |
| Für beeindruckende Drucke ohne Verzug |
Die Waren werden nicht mehr verkauft. Bitte wählen Sie ähnliche Artikel aus. Wir beraten Sie auch gerne per E-Mail [email protected] und Telefon .
Polymaker Panchroma PLA Glow Blau
PLA-Filament mit natürlicher Farbe bei Tag, blauem Leuchten im Dunkeln. Verbessertes PLA+, erfordert eine gehärtete Düse. 1,75 mm, 1 kg, REACH/RoHS-Zertifizierung.
Polymaker Panchroma PLA Glow stellt ein hochentwickeltes phosphoreszierendes Filament dar, das auf elegante Weise die praktische Nutzbarkeit von Standard-PLA mit dem faszinierenden visuellen Effekt des Leuchtens im Dunkeln kombiniert. Dieses Material, das früher unter der Bezeichnung PolyLite Glow PLA vertrieben wurde, hat im Zuge einer Umstrukturierung des Produktportfolios von Polymaker eine bedeutende Entwicklung durchlaufen und ist nun integraler Bestandteil der Premium-Serie Panchroma. Das Hauptmerkmal dieses Filaments ist seine duale visuelle Identität: Bei Tageslicht weist es eine natürliche, neutrale Farbe auf, während es in der Dunkelheit eine intensive blaue Lumineszenz offenbart, die einen dramatischen Kontrast erzeugt und Aufmerksamkeit erregt. Diese Transformation stellt mehr als nur einen ästhetischen Effekt dar, da sie funktionale Anwendungen in Bereichen ermöglicht, in denen die Kombination aus Unauffälligkeit am Tag und Sichtbarkeit bei Nacht eine Schlüsseleigenschaft ist. Die technologische Basis dieses Materials liegt in der Implementierung einer verbesserten PLA±Formulierung, die durch die Optimierung der Molekularstruktur und den Zusatz spezieller Additive zur Verbesserung der mechanischen Eigenschaften und Verarbeitbarkeit einen bedeutenden Fortschritt gegenüber Standard-PLA darstellt.
Der phosphoreszierende Effekt wird durch die Integration langlebiger phosphoreszierender Partikel in die Polymermatrix erreicht, die in der Lage sind, Energie aus natürlichem oder künstlichem Licht zu absorbieren und diese anschließend schrittweise in Form von sichtbarer blauer Strahlung wieder abzugeben. Der Ladevorgang erfordert nur wenige Minuten Exposition gegenüber einer Lichtquelle, wobei die Intensität und Dauer des Leuchtens von der Qualität und Intensität des Ladungslichts abhängen. Eine optimale Aufladung erfolgt bei Bestrahlung mit UV-Licht oder intensivem weißem LED-Licht, das die höchste Energiedichte für die Anregung der phosphoreszierenden Zentren bietet. Der Mechanismus der Energiespeicherung in diesen Zentren umfasst quantenmechanische Prozesse, bei denen Elektronen in metastabile Zustände mit langer Lebensdauer übergehen, von wo aus sie unter gleichzeitiger Emission von Photonen im blauen Spektralbereich allmählich in den Grundzustand zurückkehren. Das Material erfordert spezifische Verarbeitungsparameter, die seine einzigartige Zusammensetzung widerspiegeln und optimale Druckergebnisse gewährleisten. Die Düsentemperatur bewegt sich im Bereich von 190 °C bis 230 °C, was ausreichend Flexibilität bietet, um sie an verschiedene Druckertypen und die gewünschten Eigenschaften des fertigen Drucks anzupassen. Niedrigere Temperaturen in diesem Bereich fördern eine bessere Maßhaltigkeit und minimieren das Risiko einer thermischen Degradation der phosphoreszierenden Partikel, während höhere Temperaturen den Materialfluss und die Schichthaftung verbessern, was für die strukturelle Integrität der gedruckten Objekte wichtig ist.
Die Temperatur des beheizten Betts sollte zwischen 25 °C und 60 °C eingestellt werden, wobei der konkrete Wert von der Größe des gedruckten Objekts, dem Typ der Bettoberfläche und den Umgebungsbedingungen abhängt. Die empfohlene Druckgeschwindigkeit zwischen 40 mm/s und 60 mm/s stellt einen konservativen Ansatz dar, der eine optimale Oberflächenqualität und Konsistenz des Leuchteffekts gewährleistet. Für ältere Drucker wird die Verwendung niedrigerer Geschwindigkeiten empfohlen, um eventuelle mechanische Mängel auszugleichen und eine zuverlässige Extrusion ohne Unterbrechungen oder Unregelmäßigkeiten sicherzustellen. Eine kritische Anforderung für die Verarbeitung dieses Materials ist die Verwendung einer gehärteten Düse, die aufgrund der abrasiven Natur der in das Filament integrierten phosphoreszierenden Partikel unerlässlich ist. Standard-Messingdüsen würden bei kontinuierlichem Gebrauch einem beschleunigten Verschleiß unterliegen, was zu einer allmählichen Vergrößerung des Austrittsdurchmessers und einem anschließenden Verlust der Druckpräzision führen würde. Gehärtete Düsen aus Materialien wie Edelstahl mit Karbidbeschichtung, Rubin oder Saphir bieten die notwendige Abriebfestigkeit bei gleichzeitiger Beibehaltung der optimalen thermischen Eigenschaften, die für eine konsistente Extrusion erforderlich sind. Die Investition in eine hochwertige gehärtete Düse stellt einen einmaligen Kostenfaktor dar, der sich durch konsistente Druckqualität und die Eliminierung von Ausfallzeiten im Zusammenhang mit dem Austausch verschlissener Düsen schnell amortisiert.
Bei der Auswahl einer gehärteten Düse ist es wichtig, auch deren Wärmeleitfähigkeit zu berücksichtigen, die die Temperaturstabilität während des Drucks beeinflusst und Auswirkungen auf die Qualität der fertigen Oberfläche haben kann. Die mechanischen Eigenschaften des Materials wurden durch standardisierte Testmethoden gründlich charakterisiert und bieten ein umfassendes Bild seiner strukturellen Integrität und Verwendbarkeit für verschiedene Anwendungen. Der Elastizitätsmodul (Young-Modul) erreicht einen Wert von 2636 ± 330 MPa, was auf eine hohe Steifigkeit hindeutet, die mit Standard-PLA vergleichbar ist, und eine gute Formstabilität der gedruckten Objekte unter normaler Belastung gewährleistet. Dieser Wert ist wichtig für den Entwurf funktionaler Teile, die ihre Form und Abmessungen während des Gebrauchs beibehalten müssen. Eine Zugfestigkeit von 46,6 ± 0,9 MPa bietet ausreichende Widerstandsfähigkeit für die meisten Anwendungen, einschließlich mechanisch beanspruchter Komponenten und struktureller Elemente. Die Biegefestigkeit von 85,1 ± 2,9 MPa gewährleistet die Fähigkeit des Materials, Verformungen unter Last zu widerstehen, und ist entscheidend für Anwendungen, die Resistenz gegen Durchbiegung erfordern. Die Schlagzähigkeit nach Charpy beträgt 2,7 ± 0,2 kJ/m², was einen typischen Wert für spröde Thermoplaste darstellt und einen vorsichtigen Umgang mit den gedruckten Objekten bei dynamischer Belastung oder Stößen erfordert.
Die thermischen Eigenschaften des Materials definieren seine Anwendungsgrenzen und Betriebsparameter, die beim Entwurf und Einsatz der Endprodukte beachtet werden müssen. Die Glasübergangstemperatur von 61 °C stellt einen kritischen Punkt dar, an dem das Material vom glasartigen in den viskoelastischen Zustand übergeht, was den Einsatz in Umgebungen mit höheren Temperaturen einschränkt. Dieser Wert ist wichtig für Anwendungen, bei denen die Drucke Sonnenstrahlung oder Wärmequellen ausgesetzt sein könnten. Die Vicat-Erweichungstemperatur von 63 °C bestätigt diese Temperaturgrenze und bestimmt die maximale Betriebstemperatur zur Aufrechterhaltung der Maßhaltigkeit. Ein Überschreiten dieser Temperatur führt zu einer allmählichen Verformung des Materials unter seinem Eigengewicht oder äußerer Last. Die Schmelztemperatur von 150 °C definiert die Mindesttemperatur, die für ein vollständiges Aufschmelzen der kristallinen Phase während der Extrusion erforderlich ist, und ist entscheidend für die korrekte Einstellung der Druckparameter. Die Materialdichte von 1,24 g/cm³ liefert wichtige Informationen für die Berechnung des Gewichts der fertigen Drucke und die Optimierung des Materialverbrauchs, was für die Kostenkalkulation und logistische Planung relevant ist. Die Kompatibilität mit verschiedenen Druckoberflächen umfasst Glas, Blue Tape und spezialisierte Adhäsionsflächen wie BuildTak, die eine zuverlässige Haftung der ersten Schicht ohne Verformungsrisiko bieten.
Jede dieser Oberflächen hat ihre spezifischen Vorteile und eignet sich für verschiedene Projekttypen. Glas bietet eine glatte Oberfläche mit hervorragender Planheit, Blue Tape ermöglicht einen einfachen Austausch und gute Haftung ohne zusätzliche Mittel, während BuildTak eine lange Lebensdauer mit konsistenter Haftung kombiniert. Eine aktive Kühlung durch einen Lüfter ist unerlässlich, um eine optimale Oberflächenqualität zu erzielen und scharfe Details zu bewahren, insbesondere beim Drucken von Überhängen und komplexen Geometrien. Die richtige Einstellung der Kühlung minimiert zudem das Risiko von thermischem Verzug (Warping) und sorgt für ein gleichmäßiges Erstarren der einzelnen Schichten. Ein Trocknungsprozess bei 80 °C für 8 Stunden wird empfohlen, falls das Material Feuchtigkeit aus der Umgebung absorbiert hat. Feuchtigkeitsaufnahme äußert sich durch charakteristische Symptome während des Drucks, einschließlich Blasenbildung im extrudierten Material, Knallgeräuschen aus der Düse, einer ungleichmäßigen Oberfläche und verringerter Schichthaftung. Diese Probleme können die Qualität des fertigen Drucks erheblich beeinträchtigen und in Extremfällen zum kompletten Fehlschlag des Drucks führen. Eine fachgerechte Lagerung in trockener Umgebung mit kontrollierter Feuchtigkeit verlängert die Lebensdauer des Filaments erheblich und bewahrt seine optimalen Druckeigenschaften.
Die Verwendung von hermetisch verschlossenen Behältern mit aktivem Trockenmittel stellt die beste Lösung für die Langzeitlagerung dar, insbesondere in klimatischen Bedingungen mit hoher Luftfeuchtigkeit. Um beste Ergebnisse beim Drucken komplexer Geometrien zu erzielen, wird die Verwendung der kompatiblen Stützmaterialien PolyDissolve S1 oder PolySupport empfohlen, die eine einfache Entfernung nach Abschluss des Drucks gewährleisten. PolyDissolve S1 ist ein wasserlösliches Material, das durch Eintauchen in Wasser bei Raumtemperatur oder leicht erhöhter Temperatur vollständig entfernt werden kann, was ideal für komplexe innere Hohlräume und mechanisch unzugängliche Geometrien ist. PolySupport bietet eine mechanisch entfernbare Unterstützung mit optimierter Grenzflächenhaftung, die während des Drucks ausreichenden strukturellen Halt bietet, sich jedoch leicht ohne Beschädigung des Hauptmodells entfernen lässt. Das Anwendungsspektrum von Panchroma Glow PLA umfasst eine breite Palette kreativer und funktionaler Nutzungen, die von der einzigartigen Kombination ästhetischer und praktischer Eigenschaften profitieren. Sicherheitsmarkierungen und Orientierungselemente nutzen den phosphoreszierenden Effekt, um die Sichtbarkeit im Falle eines Beleuchtungsausfalls zu gewährleisten, was in Notsituationen kritisch sein kann.
Die Implementierung dieser Elemente in Industrieanlagen, öffentlichen Gebäuden und Transportmitteln kann die Sicherheit erheblich erhöhen und die Evakuierung in Krisensituationen erleichtern. Spielzeuge und Spielzubehör gewinnen durch den Leuchteffekt an zusätzlicher Attraktivität, was ihren Wert und die Anziehungskraft für Endnutzer steigert. Cosplay-Requisiten und Kostümzubehör profitieren von dem dramatischen visuellen Effekt, der Sci-Fi- und Fantasy-Projekten Authentizität verleiht. Dekorative Objekte für Halloween und andere Feiertage erzeugen durch ihre Fähigkeit, im Dunkeln zu leuchten, eine atmosphärische Stimmung, die festlichen Feiern ein magisches Element hinzufügt. Polymaker Panchroma PLA Glow stellt somit ein fortschrittliches Spezialfilament dar, das praktische Nutzbarkeit erfolgreich mit einem einzigartigen visuellen Effekt kombiniert. Seine Fähigkeit, gewöhnliche 3D-Drucke in magisch leuchtende Objekte zu verwandeln, eröffnet Designern, Künstlern und Ingenieuren neue kreative Möglichkeiten. Die kontinuierliche Entwicklung und Optimierung dieses Materials stellen sicher, dass es an der Spitze des technologischen Fortschritts im Bereich der Spezialfilamente für den 3D-Druck bleibt und dabei die Balance zwischen Innovation, Praktikabilität und Erschwinglichkeit für ein breites Spektrum von Anwendern – vom Hobby-Enthusiasten bis zum professionellen Hersteller – wahrt.
Eigenschaften:
- Material: verbessertes PLA+ mit phosphoreszierenden Partikeln
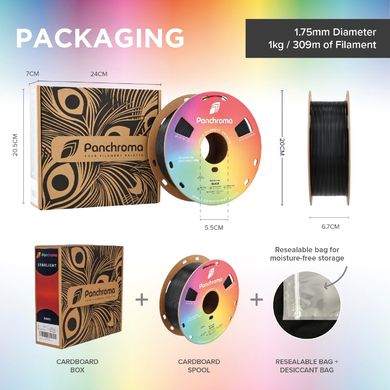
- Filamentdurchmesser: 1,75 mm
- Gewicht: 1 kg
- Farbe bei Tageslicht: natürlich/neutral
- Leuchtfarbe: Blau
- Düsentemperatur: 190–230 °C
- Heizbetttemperatur: 25–60 °C
- Empfohlene Druckgeschwindigkeit: 40–60 mm/s
- Kompatibilität mit gängigen FDM/FFF-Druckern: ja
- Düsenanforderung: gehärtete Düse (zwingend erforderlich)
- Abrasives Material: ja
- Ladedauer durch Licht: einige Minuten
- Art der Phosphoreszenz: langlebige phosphoreszierende Partikel
- Bauteilkühlung: eingeschaltet
- Elastizitätsmodul (Young-Modul): 2636 ± 330 MPa
- Zugfestigkeit: 46,6 ± 0,9 MPa
- Biegefestigkeit: 85,1 ± 2,9 MPa
- Schlagzähigkeit Charpy: 2,7 ± 0,2 kJ/m²
- Dichte: 1,24 g/cm³
- Glasübergangstemperatur: 61 °C
- Vicat-Erweichungstemperatur: 63 °C
- Schmelztemperatur: 150 °C
- Trocknungseinstellung: 80 °C für 8 Stunden (bei Feuchtigkeitsaufnahme)
- Empfohlene Druckoberflächen: Glas, Blue Tape, BuildTak
- Empfohlene Stützmaterialien: PolyDissolve S1, PolySupport
- Schichthaftung: ausgezeichnet
- Verzug beim Druck: minimal
- Kompatibilität mit Bambu Lab AMS: ja (mit Einschränkung aufgrund von Abrieb)
- Zertifizierungen: REACH, RoHS, ISO9001, PCP, 889
- Ursprünglicher Produktname: PolyLite Glow PLA
- Unterschied zu Panchroma Luminous: Glow hat bei Licht eine natürliche Farbe, Luminous hat bei Licht und in der Dunkelheit die gleiche Farbe
Parameter
| Zubehörtyp | |
| Art des Zubehörs | Filament |
|---|---|
| Konstruktion, Material und Farbe | |
| 3D-Druckmaterial | PLA |
| Drucktechnologie | FDM |
| Größe und Gewicht | |
| Abmessung Höhe | 200 mm |
| Abmessung Breite | 200 mm |
| Abmessung Tiefe | 65,6 mm |
| Gewicht | 1000 g |